
Most hardware startups realize the importance of DFM for injection molding only at advanced stages of tooling. At that stage, even minor modifications require expensive tool rework, causing delays and significant cost overruns.
DFM is not a checklist to run through at the end of your design process. It is a discipline that must shape every decision from the earliest concept stages. Applied correctly, it reduces manufacturing costs, improves yield, shortens cycle times, and makes your product far easier to scale when the time comes. This is why many global teams now rely on mechanical product engineering for startups in the US and Europe to ensure DFM is embedded right from the concept stage.
This article covers 7 proven techniques for injection molding cost reduction, that directly impact manufacturing costs for IoT enclosures with real case studies that show exactly what poor decisions look like in practice, and what thoughtful design can save.
1. DFM for Injection Molding: Costly Gate Design Mistakes
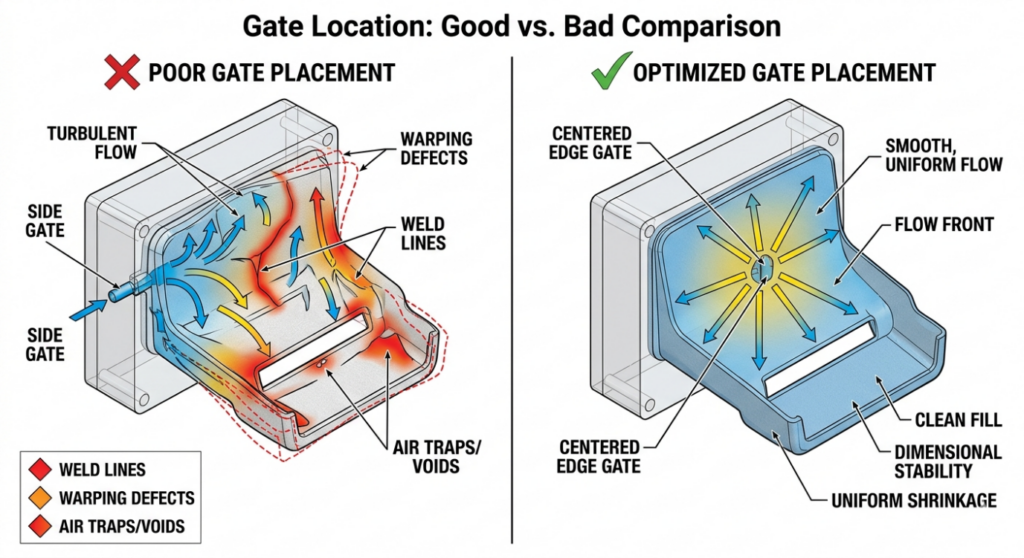
How to optimize gate location in injection molding to avoid costly defects
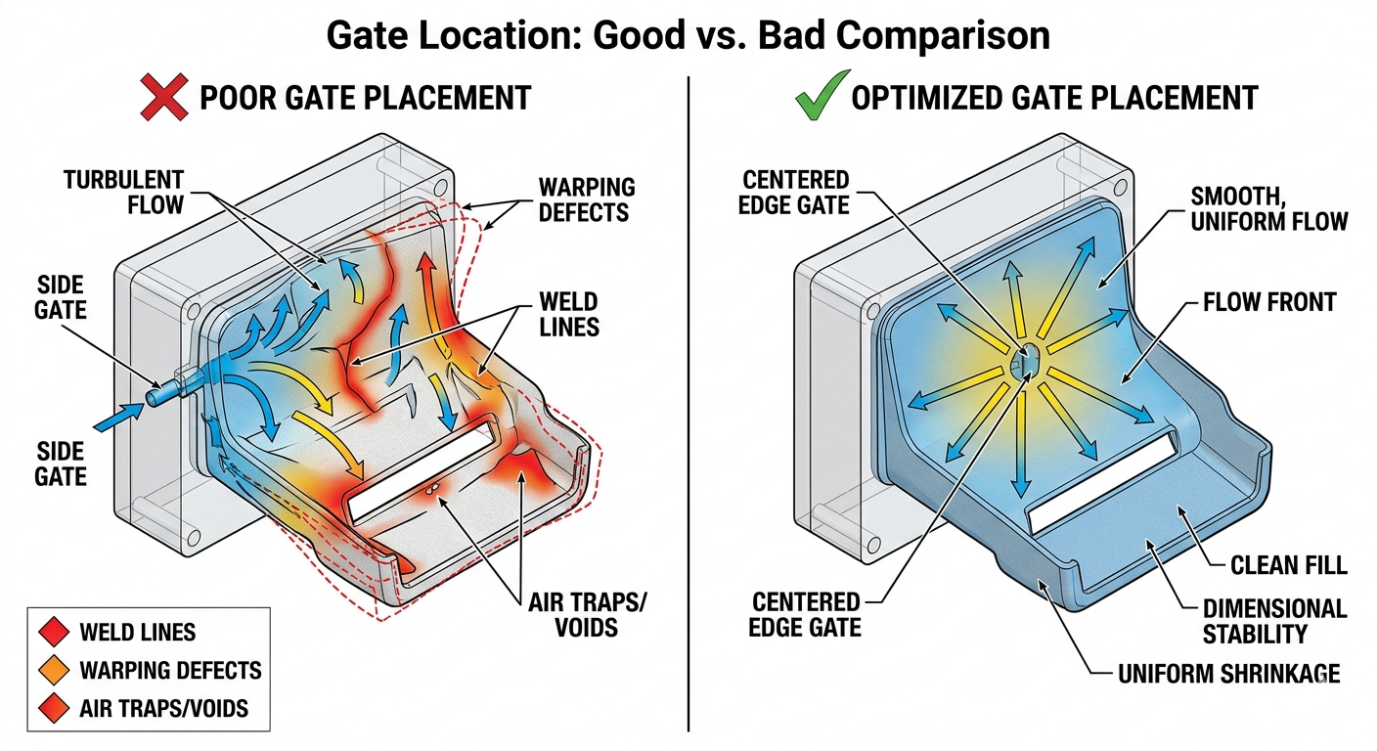
In injection moulding, the gate is the entry point through which molten plastic flows into the mould cavity. A well-planned injection molding gate design determines almost everything about how your part fills, where weld lines form, and whether the finished part warps or remains dimensionally stable.
There are several gate types to consider: edge gates are simple and low-cost but can leave visible marks; pin gates offer cleaner aesthetics but require more complex tooling; hot runner systems eliminate gate vestiges entirely but carry significantly higher upfront tooling costs. The right choice depends on your part geometry, production volume, and cosmetic requirements, especially when targeting injection molding cost reduction without compromising quality.
Flow balance is the critical concept. When plastic enters from an optimally positioned gate, it fills the cavity evenly, pushing air out through vents uniformly, and cooling with consistent shrinkage across the part. Poor gate placement creates race tracking where plastic flows faster through thicker sections and meets itself at weld lines. These weld lines are structural weak points and often cosmetically visible.
Using mold flow analysis, engineers can simulate and validate gate positions before committing to tooling. This is not an expensive luxury; it is one of the most cost-effective investments in the entire product development process.
3. DFM for Injection Molding: Snap-Fit vs Screws to Reduce Assembly Cost
How to reduce assembly cost in hardware products using snap-fits
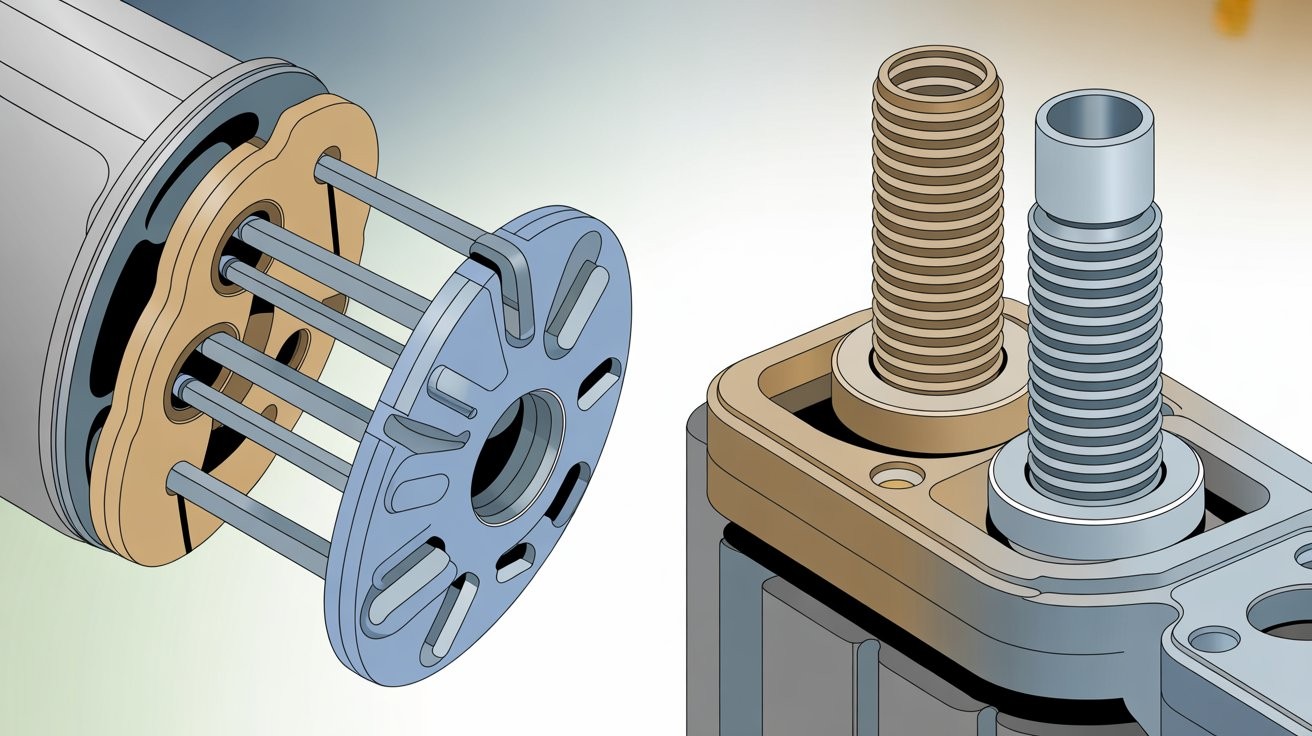
Every fastener in your assembly has a cost. Not just the cost of the screw itself, though that adds up at volume, but the cost of the driver tool, the assembly time per unit, the torque specification and quality check, the potential for cross-threading or over-torquing, and the service time when a field technician needs to open the device. This is why the decision between snap fit design vs screws has a direct impact on overall manufacturing efficiency and cost.
Snap-fit joints, when designed correctly, eliminate most of these costs. A well-designed cantilever snap-fit can be engaged in a fraction of a second with no tools, no fasteners, and no torque variability. At a production volume of one million units, reducing assembly time by thirty seconds per unit translates directly into thousands of dollars in labor savings making it a key strategy in IoT enclosure design for manufacturing.
The trade-off is engineering complexity and material discipline. Snap-fits require careful geometry to achieve the right deflection force without fracturing the feature. They require consistent material properties, particularly elongation at break and appropriate draft angles for mould release. They also need to accommodate repeated assembly cycles if the product will be serviced in the field.
A hybrid approach works well for many IoT enclosures: snap-fits for the primary closure, with one or two screws at stress-bearing points or where tamper evidence is required. The key is deliberate design rather than defaulting to screws because they are familiar.
5. DFM for Injection Molding: How to Reduce Cycle Time and Cost
How wall thickness affects cycle time in injection molding
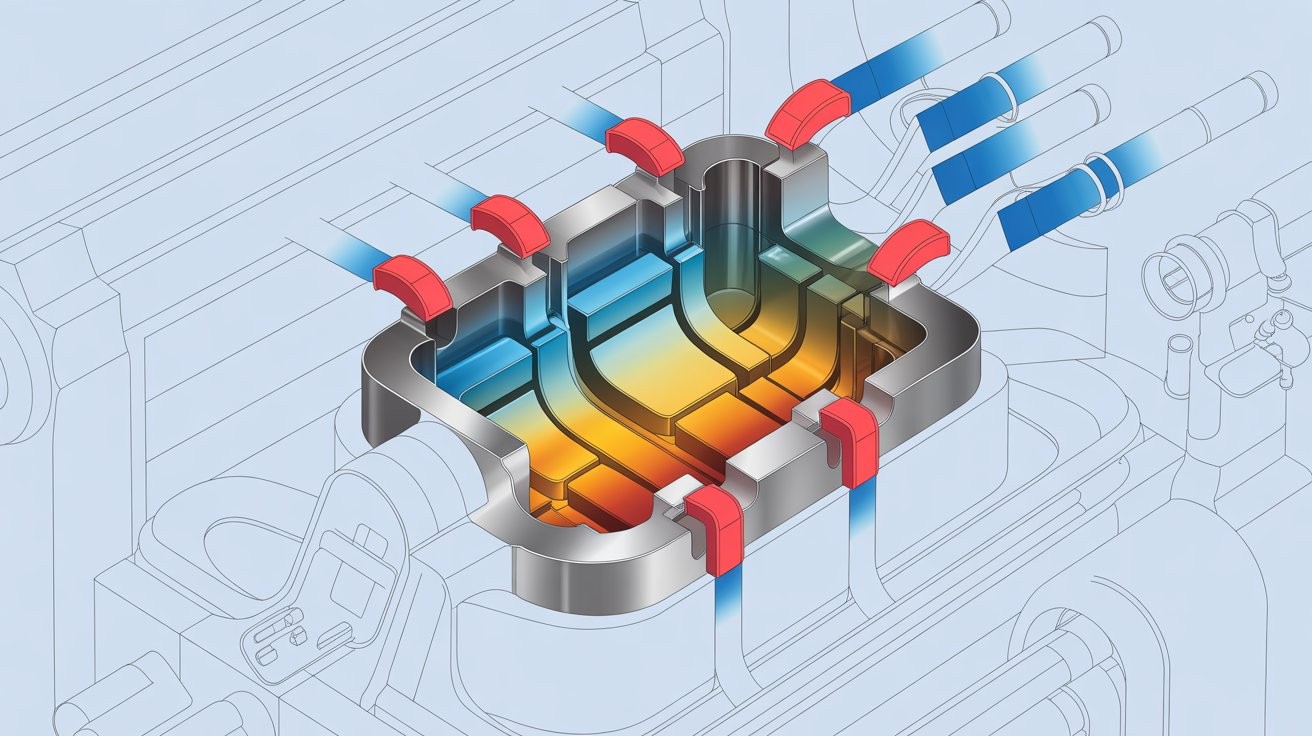
In injection molding, cycle time is money. The faster each cycle completes injection, packing, cooling, and ejection, the more parts your tool produces per shift, and the lower your cost per unit. Cooling typically accounts for sixty to seventy percent of total cycle time, making wall thickness the single most impactful design variable under your control. This is why wall thickness optimization in plastic parts is a critical focus area in cost-effective manufacturing.
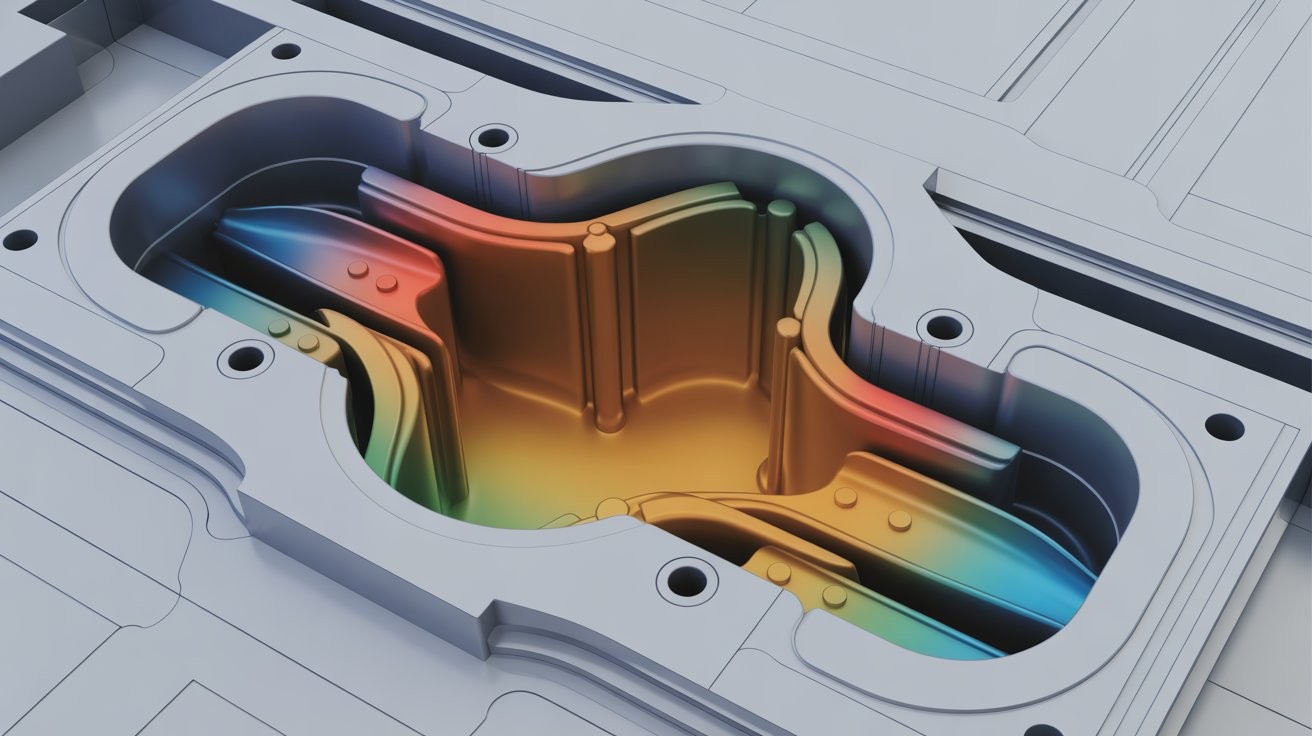
Thick walls take longer to cool. The relationship is not linear; cooling time scales roughly with the square of wall thickness. A wall that is two millimetres thick cools four times faster than a four-millimetre wall. For high-volume production, small reductions in wall thickness deliver large reductions in cost per unit.
The challenge is maintaining structural integrity as walls thin. This is where ribs become essential. A ribbed wall can be fifty to seventy percent thinner than a solid wall of equivalent stiffness, dramatically reducing cooling time without sacrificing performance. Rib design follows its own set of rules, height, thickness ratio, spacing, but the engineering investment pays for itself many times over in production savings.
Uniform wall thickness is an equally important principle. Sections that vary dramatically in thickness cool at different rates, creating internal stress, warping, and sink marks. Designing for consistent thickness, with gradual transitions where changes are necessary, produces parts that cool evenly and eject cleanly.
The Cost Is in the Design, Not the Factory
Every technique in this article shares a common principle: manufacturing cost is determined long before production begins. By the time your enclosure reaches a factory floor, the decisions that will drive your cost per unit, your yield rate, your cycle time, and your tooling investment have already been made in your CAD files. This is the core idea behind design for manufacturability injection molding.
DFM for injection molding is not about limiting your design freedom. It is about making design decisions with full awareness of their manufacturing consequences. Gate placement, parting line strategy, snap-fit geometry, boss proportions, wall thickness, tooling investment staging, and surface finish specification are all design decisions that engineering teams make every day. Making them with DFM awareness costs nothing extra. Making them without it costs a great deal. This is exactly the approach followed by Engon Technologies, where design and manufacturing considerations are integrated from the earliest stages.
The startups that scale successfully in hardware are not the ones with the biggest budgets. They are the ones who spend their budgets wisely, validating before committing, designing for the factory alongside designing for the customer, and treating manufacturability as a first-class engineering requirement from the very first concept sketch.