
9 Common SME Pitfalls Derailing US & European SMEs
Many SMEs across the United States (US) and Europe (EU) believe they are ready for mass production because the prototype works, customers are interested, and initial builds look promising. Yet scale-up failure is rarely caused by a single catastrophic mistake. It is usually the cumulative result of weak manufacturing readiness discipline across design, suppliers, tooling, cost, and validation. Without a structured Production Readiness Audit for SMEs, these hidden scale risks often remain invisible until ramp-up. This audit is a core part of our broader framework at Engon Technologies for engineering outsourcing for US manufacturing SMEs, helping manufacturers de-risk scale early.

Below are nine systemic pitfalls that repeatedly derail otherwise promising products during industrialization.
Prototype ≠ Production-Ready in US and European Manufacturing
One of the most common SME mistakes is confusing functional validation with manufacturing validation. A prototype proving that the product works does not mean the design is production ready.
Functional Validation vs Manufacturing Validation
Engineering Validation Test (EVT) builds confirm functional performance. Design Validation Test (DVT) verifies compliance and robustness. Production Validation Test (PVT), however, validates manufacturability, repeatability, and yield under line conditions.
Recognizing this gap early is exactly why a Production Readiness Audit for SMEs should feed into your engineering outsourcing strategy — for example, our structured services for engineering outsourcing for US manufacturing SMEs build readiness into every phase.
The difference between prototype and production design lies in process robustness, tolerance capability, assembly efficiency, and material stability—not just performance.
Prototype Materials vs Production Materials
SMEs often use substitute materials in prototypes: CNC aluminum instead of die-cast, 3D prints instead of injection-molded parts. These materials behave differently under stress, heat, and assembly load. When production materials are introduced, dimensional shifts and failure modes appear.
Hand-Built vs Line-Built Differences
Hand-built assemblies tolerate rework, fitting, and technician intuition. Line-built units depend on standardized work, fixtures, takt time, and operator skill consistency. Many pilot build failures in SMEs stem from ignoring this transition.
Design Hardening for Volume
Design for mass production requires tolerance optimization, fastening simplification, poka-yoke features, and Cp/Cpk-driven tolerancing. Without this hardening, why prototypes fail in mass production becomes painfully obvious during ramp-up.
DFMA Is Treated as a One-Time Check + Tolerance Stack-Ups Ignored
DFMA (Design for Manufacturing and Assembly) is frequently misunderstood as a checklist exercise rather than a cross-phase discipline.
DFMA vs DFM vs DFA
DFM focuses on manufacturability of individual parts. DFA addresses ease of assembly. DFMA integrates both. Treating DFM and DFA separately causes interface failures and assembly tolerance issues.
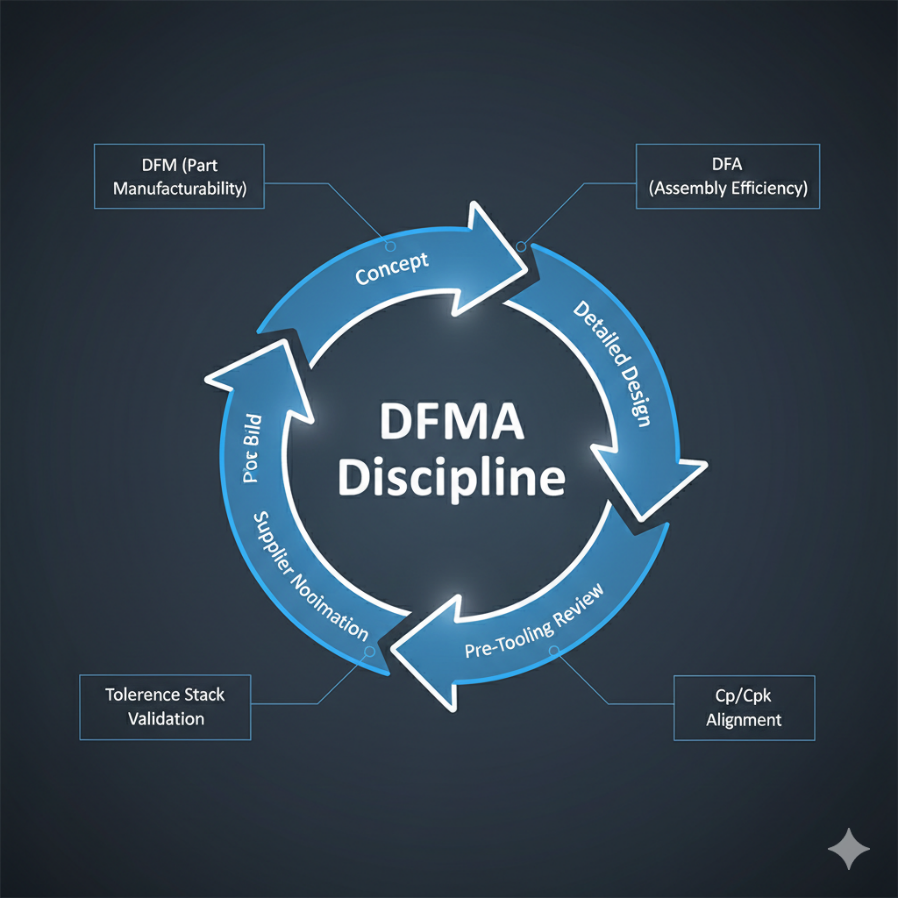
DFMA as an Iterative Process
DFMA analysis must occur during concept, detailed design, and pre-tooling phases. It must also be updated after supplier feedback and pilot builds. Static DFMA documentation leads to DFMA failures in mass production.
Assembly Sequence-Driven Design
Parts must be designed around real assembly flow. Excess fasteners, orientation ambiguity, and inaccessible joints create design for assembly errors. Line balancing constraints must inform geometry and fastening strategy.
Part Count Reduction & Functional Integration
Reducing components improves cost and reliability—but excessive consolidation may complicate tooling or increase scrap sensitivity. DFMA best practices for scale-up require balancing integration with process capability.
Tolerance Stack-Up Analysis
Tolerance stack up analysis is critical. Worst-case stacking leads to over-constrained fits. Statistical stack-ups require Cp/Cpk alignment. Poor datum strategy creates cosmetic and functional misalignment. Tolerance stack up problems in assemblies often appear only during ramp.
Ignoring tolerance discipline results in yield loss, shimming, forced fits, and post-tooling ECOs.
Tooling Reality Is Ignored
CAD intent rarely reflects tooling design constraints.
Tool Design Constraints vs CAD
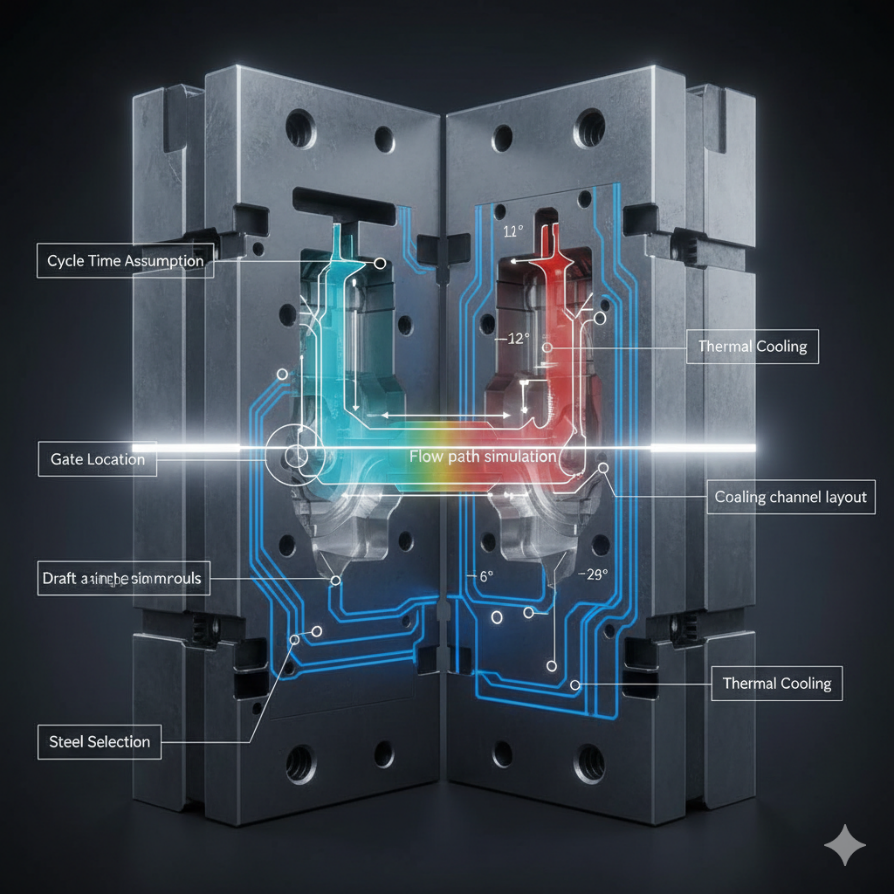
Draft angles, undercuts, parting lines, gate location, and ejection strategy define manufacturability. Mold design limitations frequently contradict aesthetic or structural assumptions made in early design.
Mold Flow & Steel Selection
Mold flow analysis identifies weld lines, sink risk, and fill imbalance. Tool steel selection determines life expectancy and wear resistance. Poor choices lead to tooling cost overruns and premature degradation.
Cycle Time Assumptions
Cycle time drives cost. SMEs often assume theoretical cooling times that prove unrealistic. Real-world thermal gradients, part geometry, and machine capability extend cycle time, eroding margin.
Early tooling feasibility analysis prevents why tooling fails after design freeze scenarios.
Supplier Capability Is Assumed, Not Verified
Supplier capability assessment must be evidence-based.
Cp, Cpk and Drawing Alignment
Machine capability must align with drawing requirements. If a drawing specifies ±0.05 mm but supplier Cp/Cpk supports ±0.12 mm, yield loss is inevitable.
Supplier Audits
Technical audits verify process controls, maintenance systems, calibration, and training. The supplier qualification process should include statistical validation, not just commercial evaluation.
A structured Production Readiness Audit for SMEs formalizes this validation by reviewing Cp/Cpk evidence, SPC discipline, maintenance systems, and process controls before volume ramp. It ensures supplier capability is statistically verified rather than commercially assumed.
Silent Substitutions
Manufacturing supplier risk increases when suppliers substitute materials or processes without formal approval. Regional supplier maturity differences can compound risk.
To avoid supplier failures during scale up, SMEs must verify—never assume—capability.
No Process FMEA Before Scale
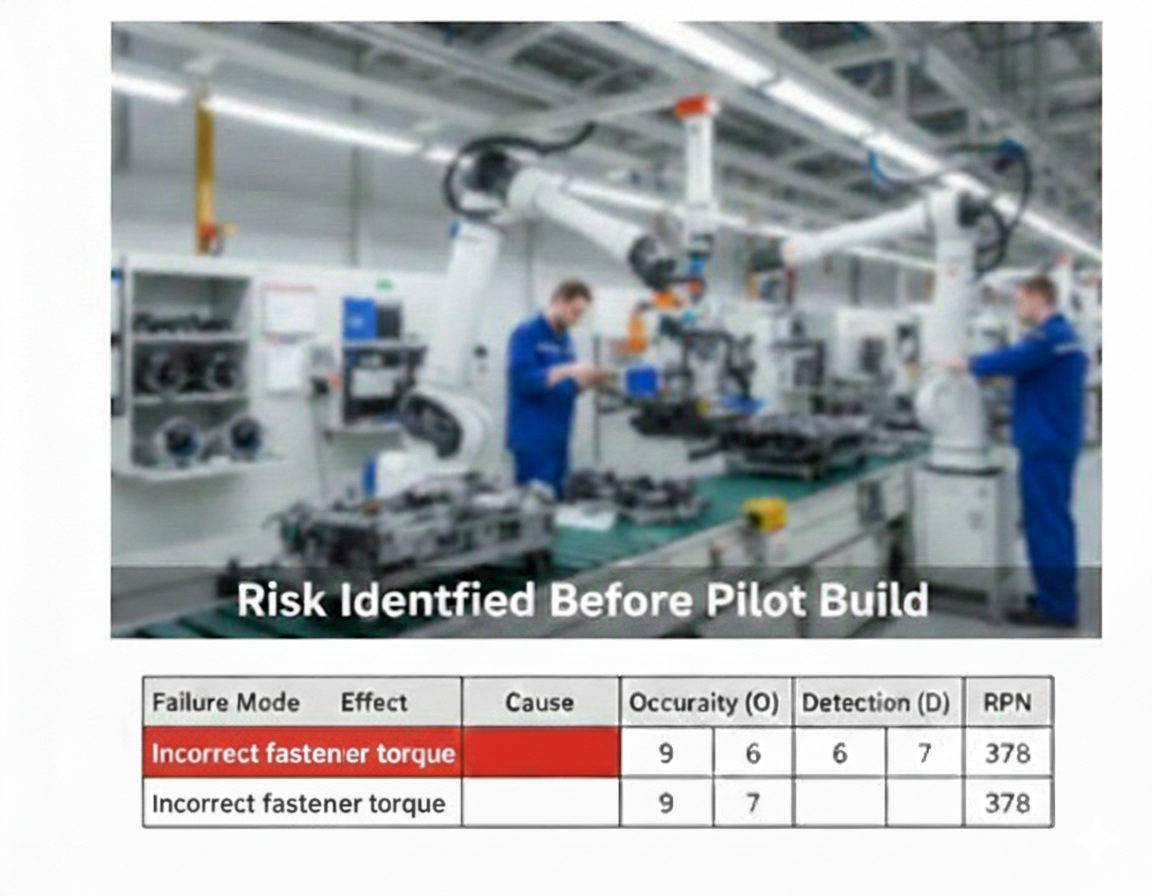
Process FMEA (PFMEA) is often neglected until defects appear.
DFMEA vs PFMEA
DFMEA identifies design risks. PFMEA manufacturing identifies process-level manufacturing failure modes.
Identifying Failure Modes
Process risks include misalignment, torque variation, contamination, incorrect assembly order, and operator error. Each must be ranked by severity, occurrence, and detection.
Linking PFMEA to Control Plans
PFMEA manufacturing outputs must drive control plan manufacturing documentation: inspection frequency, error-proofing, and reaction plans.
Using PFMEA during pilot builds allows validation of risk assumptions. Updating PFMEA during ramp-up supports structured production risk management. Missing PFMEA is a common cause of manufacturing defects due to missing PFMEA discipline.
Cost Is Estimated, Not Engineered
Quoting suppliers is not manufacturing cost engineering.
Should-Cost Modeling
Should cost analysis decomposes BOM cost breakdown, cycle time, scrap rate, labor, overhead, and tooling amortization. It validates whether quoted cost aligns with process physics.
Production Cost Drivers
Cycle time, yield loss, scrap sensitivity, and labor content are primary production cost drivers. Small tolerance changes may double machining time.
Yield Loss & Rework
Hidden costs in mass production include rework loops, inspection labor, and warranty reserve. Margin loss in SME manufacturing often appears only after volume scaling.
Cost reduction engineering must begin before tooling freeze—not after losses accumulate.
Testing Stops Too Early
Product validation testing often ends once functionality is confirmed.
Prototype vs Production Testing
Manufacturing reliability testing must validate variation across builds, suppliers, and environmental exposure.
Accelerated Life Testing
Accelerated life testing simulates years of usage within weeks. Without it, early field failures in new products emerge after launch.
Environmental & Fatigue Testing
Thermal cycling, humidity, vibration, and fatigue loads expose material-process interactions absent in lab prototypes.
Reliability Growth
Reliability growth testing uses iterative failure discovery and corrective action loops. Insufficient testing before mass production explains why products fail after launch.
Field-failure feedback loops must feed product failure analysis back into design and process updates.

Ownership Ends at Design Handoff
The design to manufacturing handoff is not the end of engineering responsibility.
Engineering Support During Production
Engineering support during production ramp is essential for issue triage and root cause closure.
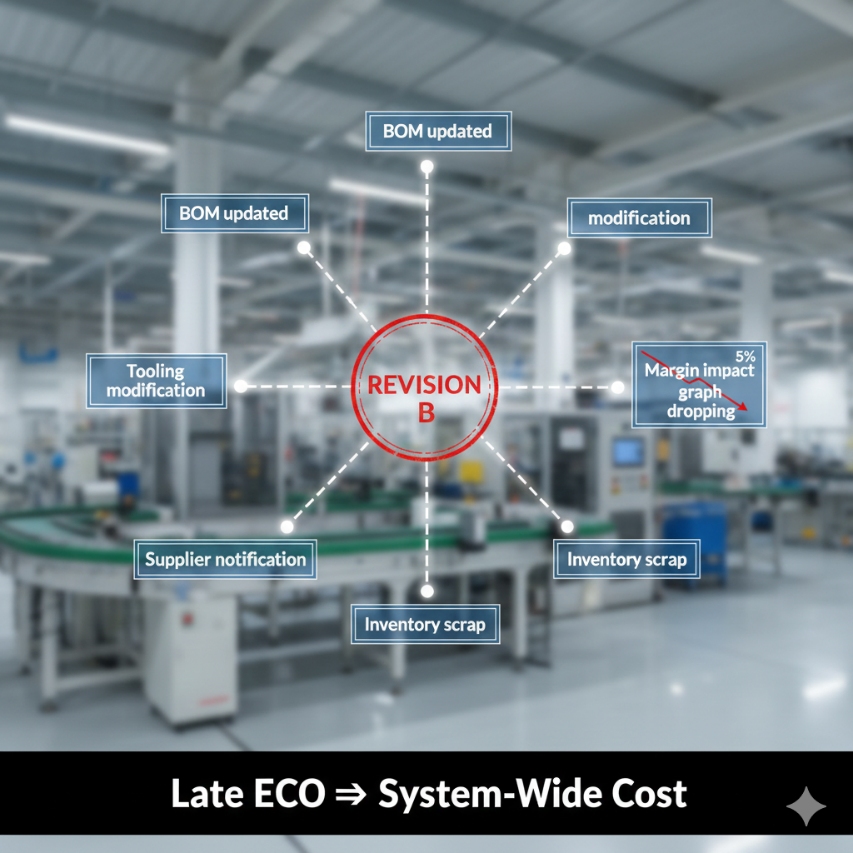
ECO Management
ECO management during scale-up must balance speed and risk. Uncontrolled engineering changes create documentation drift and confusion.
Cross-Functional Accountability
Cross functional engineering teams must share ramp ownership. Manufacturing ramp up issues cannot be resolved in isolation.
Lessons learned must feed back into design standards. Without ownership continuity, problems after design handoff multiply.
No Clear Production Readiness Gate
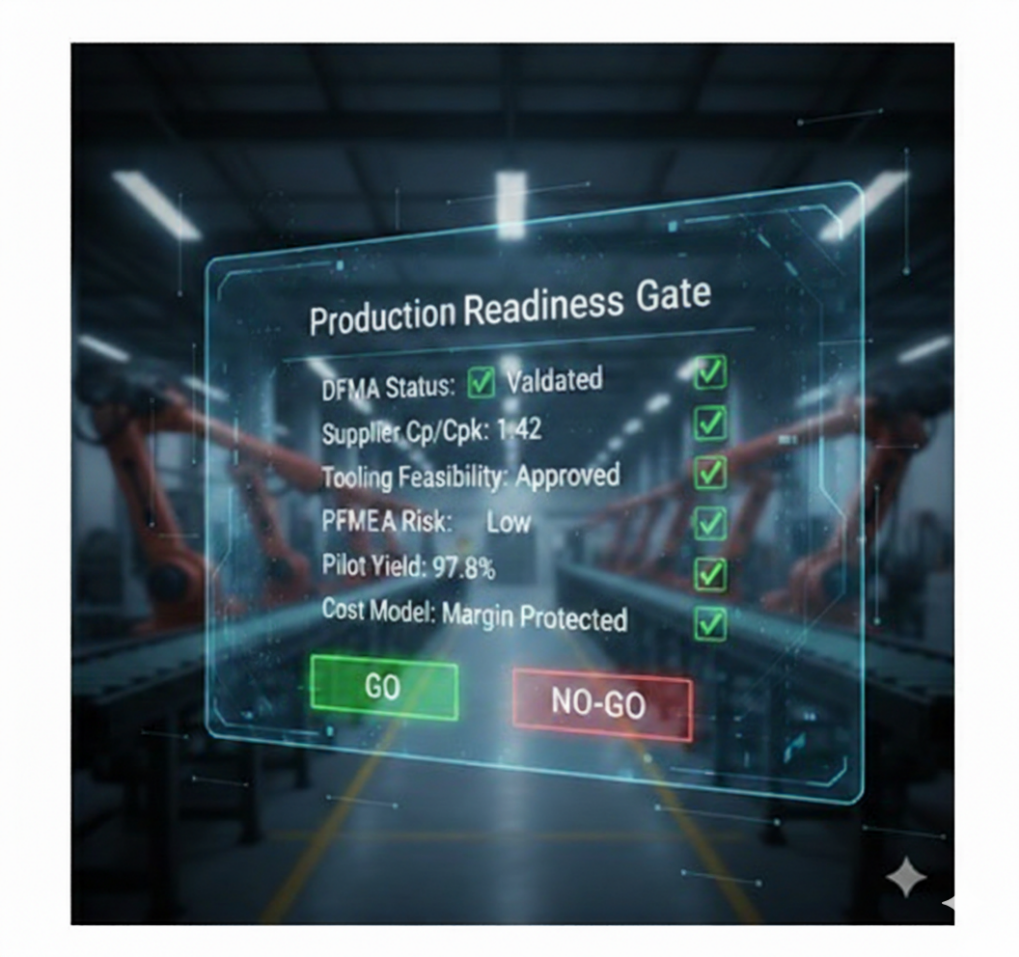
A formal production readiness review is the final defense against premature scale.
Manufacturing Readiness Assessment
A structured manufacturing readiness assessment evaluates design maturity, tooling feasibility, supplier stability, PFMEA completion, cost validation, and pilot yield performance.
Go / No-Go Before Tooling Freeze
A go no go manufacturing decision should be evidence-driven. Tooling freeze checklist criteria must include validated Cp/Cpk, closed high-risk PFMEA items, stable pilot yield, and confirmed cost structure.
A formal Production Readiness Audit for SMEs consolidates these criteria into a structured decision framework, ensuring tooling freeze approval is supported by statistical validation rather than schedule pressure.
Capital Risk Assessment
Tooling and automation investments carry capital exposure. Scale up readiness requires financial sensitivity analysis and risk quantification.
Stakeholder Sign-Off
Engineering, quality, manufacturing, supply chain, and finance must formally approve readiness. Clear production readiness checklist governance prevents subjective optimism.
Knowing when to freeze tooling is not about schedule pressure—it is about validated stability.
How US and European SMEs Can Objectively Assess Production Readiness
Scaling from prototype to mass production requires a structured, evidence-based engineering outsourcing framework for US manufacturing SMEs that validates manufacturing readiness before capital exposure. Most production failures are visible 60–90 days before ramp—if you know where to look.
Across industrial reshoring programs and regional scale-ups, structured readiness audits typically uncover 3–7 hidden scale risks that were not visible during prototype validation.
Below is a practical diagnostic framework used in industrial environments.
A Practical Production Readiness Diagnostic Framework
Evaluate readiness across six core pillars:
- Design Maturity (DFMA Validation)
• Has DFMA been iterated across concept, detailed design, and pre-tooling phases?
• Are tolerance stack-ups statistically validated against supplier Cp/Cpk capability? - Supplier Capability & Process Control
• Are critical characteristics supported by verified Cp/Cpk ≥ 1.33 (or ≥ 1.67 for safety-critical features)?
• Have supplier audits validated SPC, maintenance, and calibration discipline? - Tooling & Industrialization Feasibility
• Has tooling feasibility and mold flow analysis been completed?
• Are cycle time assumptions backed by pilot data—not theoretical estimates? - Process Risk Control (PFMEA Discipline)
• Is PFMEA completed, ranked, and linked to a control plan?
• Are high-risk RPN items closed before tooling freeze? - Cost Engineering Validation
• Has should-cost modeling validated supplier quotations?
• Are yield loss, scrap sensitivity, and rework loops modeled at volume? - Pilot Yield & Ramp Stability
• Has PVT demonstrated stable yield under real line conditions?
• Is there a structured ramp-up monitoring plan?
If even one pillar lacks statistical validation, scale risk increases significantly.
5 Qualifying Questions Before Mass Production
- If tooling froze tomorrow, are all critical tolerances statistically validated with Cp/Cpk data?
- Can your supplier sustain capability at full production volume—not just pilot builds?
- Has PFMEA been updated after pilot feedback and supplier process validation?
- Is your margin protected if cycle time increases by 15% or yield drops by 5%?
- Is your go/no-go decision based on data—or schedule pressure?
If more than one answer is uncertain, production readiness is not yet mature.
Book a Production Readiness Audit
If you are preparing for mass production in the United States or Europe, a structured Production Readiness Audit for SMEs provides objective validation across:
- DFMA robustness
• Supplier capability validation
• Tooling feasibility risk
• PFMEA maturity
• Cost engineering accuracy
• Ramp-up stability
Engage with our engineering outsourcing solutions services to ensure full-spectrum readiness from audit through industrialization.
Conclusion
Mass production failure in SMEs rarely stems from a flawed idea. It stems from insufficient manufacturing readiness discipline.
Prototype vs production gaps, weak DFMA analysis, tooling oversights, supplier capability assumptions, missing PFMEA manufacturing controls, cost miscalculations, incomplete product validation testing, lack of engineering support during production, and absence of a structured production readiness review collectively destroy scale potential.
If you want to assess production readiness objectively, evaluate not just whether the product works—but whether the entire system supporting it is statistically capable, economically viable, and operationally controlled. At Engon Technologies, we approach scale as a system capability—not a milestone event.
Scale is not a milestone. It is a capability.